Какие факторы влияют на глянцевитость алюминиевой фольги?
Какие факторы влияют на глянцевитость алюминиевой фольги? Как измерить глянцевитость алюминиевой фольги?
Алюминиевая фольга, также известная как поддельная серебряная фольга, представляет собой материал для горячего тиснения, который напрямую прокатывается в тонкие листы металлического алюминия. Благодаря своим превосходным свойствам она широко используется в продуктах питания, напитках, сигаретах и т. д. и обычно используется в качестве упаковочного материала. Блеск является важным показателем для проверки качества внешнего вида алюминиевой фольги, поэтому необходимо количественно оценить ее блеск. В данной статье представлен метод измерения блеска алюминиевой фольги.
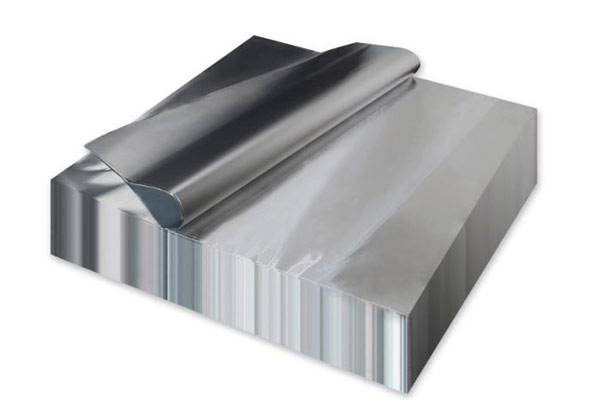
Алюминиевая фольга
Факторы, влияющие на глянцевитость алюминиевой фольги:
На блеск поверхности алюминиевой фольги влияет множество факторов, но их можно обобщить следующим образом: параметры валков, прокатное масло, параметры прокатки и другие аспекты.
1. Влияние параметров валика на блеск
Влияние параметров валков на блеск поверхности алюминиевой фольги в основном включает два аспекта: шероховатость валков и шлифовальный круг для шлифовального валка. При изменении шероховатости рулона также будет меняться глянцевитость поверхности фольги. В общем, по мере уменьшения шероховатости валика глянцевитость поверхности алюминиевой фольги постепенно увеличивается. Кроме того, различные модели шлифовальных кругов по-разному влияют на шероховатость. В целом, шлифовальные ролики с одинаковой шероховатостью, использующие разные шлифовальные круги, также изменят глянцевитость поверхности алюминиевой фольги.
2. Влияние прокатного масла на блеск
Прокатное масло состоит из двух частей: базового масла и присадок. Он снижает трение и давление за счет создания масляной пленки между роликами и алюминиевой фольгой. Масляная пленка имеет решающее значение для блеска поверхности алюминиевой фольги. Полярные группы в прокатном масле могут адсорбироваться на поверхности алюминиевой фольги, и после того, как ее мономолекулярный слой достигает насыщения, образуется направленная адсорбционная пленка. Кроме того, неполярные концы полярных молекул притягиваются друг к другу, и несколько образованных таким образом молекулярных слоев могут преобразовать трение между алюминиевой фольгой и роликом в трение между молекулярными слоями внутри масляной пленки, образуя жидкую смазку. Прокатка алюминиевой фольги осуществляется в условиях смешанной смазки: жидкой и граничной. Прокатное масло в основном влияет на блеск поверхности алюминиевой фольги, влияя на толщину и прочность масляной пленки. Кроме того, количество добавок также является важным фактором, влияющим на блеск поверхности алюминиевой фольги. Это объясняется тем, что соответствующее содержание присадок может эффективно повысить прочность масляной пленки, тем самым улучшая смазывающую способность между алюминиевой фольгой и роликом в диапазоне деформации.
3. Влияние параметров прокатки на глянцевитость
(1) Влияние усилия прокатки и скорости обработки. Исследования показали, что с увеличением усилия прокатки и скорости обработки глянцевитость поверхности алюминиевой фольги также будет изменяться в различной степени. Поэтому в реальном производственном процессе необходимо тщательно контролировать усилие прокатки и скорость обработки.
(2) Влияние скорости. Увеличение скорости приведет к увеличению толщины масляной пленки, тем самым уменьшив прокатывающее действие ролика на поверхность алюминиевой фольги и уменьшив глянцевитость поверхности алюминиевой фольги. Для алюминиевой фольги с более высокими требованиями к качеству поверхности, чтобы обеспечить высокий блеск поверхности, скорость прохода готового изделия не должна быть слишком высокой.
(3) Влияние температуры масла. По мере повышения температуры масла толщина масляной пленки уменьшается, что может усилить прокатывающее действие ролика по поверхности алюминиевой фольги и улучшить глянцевитость поверхности алюминиевой фольги. Поэтому в пределах диапазона контроля безопасного производства следует соответствующим образом повышать температуру масла, особенно температуру масла готового продукта.
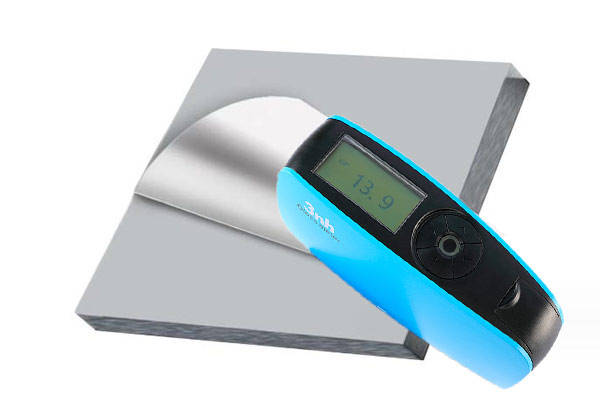
Блескомер для измерения глянцевитости алюминиевой фольги
Метод измерения блеска алюминиевой фольги:
Для оценки блеска поверхности алюминиевой фольги обычно используются визуальный осмотр и инструментальный метод. Метод визуального контроля заключается в наблюдении за блеском поверхности медно-золотого порошка непосредственно под определенным углом в условиях стабильного источника света. Этот метод позволяет точно сравнить разницу в блеске между образцом и стандартным образцом, но он не может оценить конкретный уровень блеска, а результаты измерений легко зависят от источника света, угла наблюдения и собственных условий наблюдателя. Инструментальный метод измерения заключается в измерении блеска поверхности образца алюминиевой фольги с помощью блескомера. Пользователи могут быстро измерить глянцевитость поверхности алюминиевой фольги, следуя процедуре работы блескомера.
Блескомер использует принцип отражения света для измерения блеска образца. Образец облучается в условиях определенного угла падения и определенного светового пучка для получения светового пучка в направлении угла зеркального отражения. Блескомер используется для измерения отношения отраженного светового потока к падающему световому потоку на поверхность образца, то есть отражательная способность используется для оценки интенсивности блеска поверхности. Блескомер состоит из источника света, линзы, приемника и индикаторного прибора. При использовании блескомера для измерения блеска нитрокраски действуйте в соответствии с инструкцией по эксплуатации прибора. После того, как прибор предварительно прогрет и стабилизирован, откалибруйте его с помощью рабочей стандартной пластины с высоким блеском, а затем проверьте его с помощью рабочей стандартной пластины со средним или низким блеском. Если разница между показанием прибора и значением калибровки рабочей эталонной пластины находится в пределах 1 единицы блеска, прибор можно использовать для измерений; в противном случае перед использованием он должен быть отрегулирован производителем.
В настоящее время на рынке представлено множество моделей и типов измерителей блеска. Многоугловой (20°, 60°, 85°) измеритель блеска, разработанный компанией Sanenshi, может использоваться для измерения образцов с диапазоном блеска поверхности от 10% до 70% на алюминиевой фольге. Если блеск образца превышает 70%, его следует измерять под углом 20; а если блеск образца составляет менее 10%, его следует измерять под углом 85. Для удобства точного измерения, если блеск, измеренный под углом 60 градусов, составляет менее 30%, его также можно измерить под углом 85 градусов. При измерении высокого блеска поместите прибор на образец и нажмите кнопку управления, чтобы получить два значения измерения угла 20 градусов и угла 60 градусов в одном и том же положении, после чего можно будет измерить среднее значение и стандартное отклонение. Как правило, показания представляют собой среднее арифметическое значение пяти контрольных точек, а разница между показаниями каждой контрольной точки и средним значением не превышает 5% от среднего значения.